Jewelry casting defects can occur due to several problems with the metal or molds or the casting process. Porosity defect in casting, surface discoloration – these jewelry casting issues detract from your designs and product, not to mention losing materials in the process. But don’t worry! Every problem has a solution! You can transform jewellery casting defects into flawless creations with the right techniques to fix issues.
Tools like JewelsPrint can streamline sprue design and turn your casting defects into perfection. Join us to explore jewelry casting defects, causes, and remedies.
Metal-Related Jewelry Casting Defects
Metal-related jewelry casting defects occur due to issues in the metal’s properties or its interaction with other elements during the casting process. These defects impact the quality, appearance, and strength of the final piece.
Surface Discoloration
Surface discoloration is a common defect in jewelry casting that manifests as unwanted stains or color changes on the surface of the cast metal. This issue arises from several factors, including overheating of the metal, incomplete wax burnout (leaving carbon residues), high sulfur content in the torch flame, or contamination from external sources like mercury. Additionally, a lack of reducing agents in the investment (the material used to create the mold) can exacerbate discoloration.
To prevent surface discoloration, it is essential to carefully control the metal temperature during melting to avoid overheating. Ensuring complete wax burnout by adjusting the heating cycle is also critical, as residual wax can cause surface contamination. Using low-sulfur torches during the casting process can help minimize sulfur-related discoloration. Adding reducing agents to the investment material can further protect against oxidation and staining. These measures collectively ensure a clean and uniform surface finish for the cast jewelry.

Porosity
Porosity casting defect refers to the presence of small voids or holes within the metal structure, which can weaken the piece internally or cause surface roughness. Porosity is primarily caused by three factors: gas entrapment, shrinkage during solidification, and defects in the investment material.
- Gas Porosity:
Gas porosity occurs when gases, such as oxygen or hydrogen, become trapped in the molten metal during the solidification process. This issue can result from contamination in the metal or improper melting techniques. To mitigate gas porosity, it is crucial to use clean, uncontaminated metals and avoid introducing impurities during the melting stage. Employing a vacuum or inert gas atmosphere during melting can also prevent the absorption of gases into the molten metal. These practices help ensure a dense, solid final product without internal voids. - Shrinkage Porosity:
What is shrinkage in casting defects? This reference gives a simple explanation of shrinkage defect in casting:
When a casting solidifies inside the tool, it always shrinks in size. Shrinkage-related porosity is caused by sections of casting that solidify later than the surrounding sections, and do not have enough metal flow into the section to completely fill
To learn more about casting shrinkage of gold alloy you can watch this video:
This video emphasizes collaboration between designers and manufacturers to achieve precise results while accommodating the nuances of casting shrinkage.
To address shrinkage porosity, risers can be used to supply additional molten metal to the casting during cooling. Increasing the mold and metal temperature can slow the solidification process, reducing the chances of shrinkage-related defects. Designing sprues and gates (the channels through which molten metal flows) to promote even cooling further minimizes this issue, ensuring a uniform and compact structure.
- Investment Porosity:
Investment porosity arises from defects in the mold material, such as poor mixing or trapped air bubbles in the investment. These bubbles can create voids in the final casting, compromising its structural integrity and surface smoothness. To prevent investment porosity in casting, the investment material should be mixed under vacuum conditions to remove air bubbles. Additionally, pouring techniques should be carefully controlled to minimize the introduction of air. These practices ensure a flawless mold and, consequently, a high-quality casting.

Sulfur Compound Formation (Black Casting)
Sulfur compound formation, often referred to as “black casting,” is a defect characterized by black discoloration on the surface of the cast metal. This defect occurs when sulfur in the torch flame interacts with the metal during the casting process, or when the fuel source used contains high levels of sulfur. Contamination from external sources can also contribute to this issue.
To resolve this problem, it is important to use low-sulfur or sulfur-free fuel sources for the casting torch. Applying a protective flux during the process can further shield the metal from sulfur contamination and discoloration. These measures help maintain the metal’s natural color and appearance, ensuring a visually pleasing result.
Mold-Related Defects
Mold-related defects are a common issue in jewelry casting, arising primarily from problems in mold-making or with the investment material. These defects can compromise the final cast’s shape, detail, and overall quality.
Wax Pattern Distortion
It occurs when the wax pattern contracts or deforms. This issue leads to inaccuracies in the mold and, consequently, the final cast. Wax pattern distortion is generally caused by three main factors: cooling contraction, improper handling, and air occlusions. Cooling contraction happens because wax naturally shrinks as it cools, especially if the cooling process is too rapid or uneven. This rapid contraction can warp the wax, resulting in an inaccurate mold structure. Improper handling during carving, assembling, or transferring the wax pattern is another significant cause, as excessive or uneven pressure can bend or distort its shape. Additionally, air occlusions can occur when air becomes trapped during the wax’s formation or pouring process, creating internal voids that weaken the structure and make it prone to deformation over time.
To prevent wax pattern distortion, careful management of the wax cooling process is essential. Allowing the wax to cool gradually and evenly helps to minimize contraction stress while avoiding rapid temperature changes or direct airflow further reducing the risk of shrinkage-related distortion. Proper handling techniques also play a crucial role in maintaining the integrity of wax patterns. Using the right tools and applying even pressure during the carving and assembling processes can help avoid warping. Additionally, storing wax patterns in a cool, stable environment, such as a refrigerator, prevents them from softening due to high temperatures, which can lead to deformation. Another crucial step to reduce distortion is to invest in the wax pattern promptly—ideally within an hour of its completion. Prolonged exposure to ambient conditions can cause the wax to lose its shape, so timely investment ensures the pattern remains intact.
Water Films
water films are caused by the hydrophobic (water-repelling) properties of wax. These properties can prevent the investment material from adhering evenly to the wax pattern’s surface, leading to the formation of thin water layers or films between the wax and the investment. These films can leave minute ridges or veins on the mold’s surface, which are then transferred to the cast metal, resulting in visible surface imperfections. This type of defect can significantly affect the finished piece’s aesthetic quality, making it essential to address.
To solve the issue of water films, jewelers can add surfactants to the investment mixture. Surfactants work by reducing the surface tension of water, allowing it to bond more effectively to the wax surface and ensuring uniform application of the investment material. Optimizing investment procedures is another critical step in preventing this defect. Mixing, degassing, and pouring the investment material carefully ensures even adhesion to the wax pattern. Over-mixing the investment should also be avoided, as it can introduce air bubbles that compromise coverage. Cleaning the wax pattern before investing is equally important, as any surface contaminants, such as dust or oil, can exacerbate the wax’s natural water-repelling properties. By ensuring the wax pattern is clean and the investment material is applied with precision, water films can be avoided, leading to smoother and more detailed casts.
Flash and Fins
flash and fins, which are thin, unwanted metal extensions that appear along the edges of cast jewelry. These defects are typically caused by cracks in the investment mold or misalignment during the casting process. Cracks in the mold can occur due to rapid heating during burnout, improper handling, or the use of low-quality investment materials. When the mold cracks, molten metal can seep into these fissures during casting, creating thin extensions that must be removed later. Misalignment of the wax assembly or mold is another cause of flash and fins, as small gaps left by misaligned components allow molten metal to escape, forming these unwanted extensions on the finished piece.
To prevent flash and fins, jewelers should focus on enhancing the quality of the mold. Using high-quality investment materials and adhering to proper mixing and curing techniques ensures the mold’s structural integrity. During the burnout process, applying gradual temperature increases is crucial to prevent thermal shock, which can cause the mold to crack. Supporting wax patterns during the investment process is another important step, as it ensures they remain stable and properly aligned, reducing the risk of misaligned molds. Before casting, it is essential to verify that all parts of the wax assembly and mold are correctly aligned. This step eliminates gaps where molten metal might escape, preventing the formation of flash and fins.
Temperature-Related Defects
These casting defects are primarily caused by improper temperature control during the casting process, which can affect both the metal’s surface quality and its internal structure. To ensure flawless results, it is essential to understand the causes of these defects and implement effective solutions to prevent them.
Overheating
overheating occurs when temperatures exceed safe limits, typically above 700ºC. Excessive heat can degrade the investment material, leading to discoloration of the metal surface, contamination of the metal, and structural imperfections in the final cast. The investment material, which forms the mold for the molten metal, is particularly vulnerable to high temperatures. When it breaks down, it can release gases or particles that react with the metal, causing defects such as pitting, discoloration, or rough surfaces. To prevent overheating, it is essential to carefully monitor the temperatures of both the mold and the molten metal throughout the casting process. Using the correct burnout cycles, which specify precise temperature and time settings, ensures that the mold reaches the required temperature without exceeding safe limits. This controlled approach helps maintain the stability of the investment material and preserves the quality of the cast metal.
Rapid Heating Rates
rapid heating rates can cause the investment material to crack. When the mold is heated too quickly, the sudden expansion of the material creates internal stress, leading to cracks in the investment. These cracks can allow molten metal to seep in, forming unwanted fins or spines on the final casting. This not only affects the appearance of the finished piece but also requires additional time and effort for post-casting cleanup. To avoid this issue, it is crucial to heat the mold slowly and evenly, especially when using cristobalite-based investment materials. Cristobalite is highly sensitive to temperature changes, and rapid heating can exacerbate its tendency to crack. By gradually increasing the temperature during the burnout process, jewelers can minimize thermal stress on the mold and ensure a smooth, defect-free casting.
Prolonged Heating
Prolonged heating is another common temperature-related defect that can degrade the investment material and result in rough surface finishes on the cast metal. When molds are exposed to high temperatures for extended periods, the investment material begins to break down, losing its structural integrity. This degradation can lead to the formation of a rough, grainy texture on the surface of the finished piece, detracting from its aesthetic quality. To prevent prolonged heating, it is important to follow the recommended burnout cycles for both temperature and duration. These guidelines are designed to ensure that the mold is heated sufficiently to remove wax and prepare for casting, without exposing it to excessive heat for longer than necessary. Adhering to these cycles helps preserve the quality of the investment material and ensures a smooth, polished finish on the final product.
Under Heating
Underheating is a temperature-related defect that occurs when the mold is not heated sufficiently to remove all the wax from the pattern. Incomplete wax removal leaves behind residues that can create surface irregularities or imperfections in the cast metal. These defects are often visible as bumps, pits, or discolorations on the finished piece, which can be difficult to remove during post-casting finishing. To address this issue, it is essential to use adequate heating time and ensure that the mold reaches the appropriate temperature for complete wax burnout. One effective method is to position the mold with the sprue hole facing downwards during the burnout process, allowing the melted wax to drain completely. This ensures that no wax is trapped inside the mold, reducing the risk of surface irregularities and improving the overall quality of the cast.
Process-Related Defects
Process-related defects in casting are significant issues that arise from inconsistencies in casting methods or improper handling during various production stages. These defects can significantly impact the quality and integrity of the final product. Let’s explore three major types of process-related defects in detail.
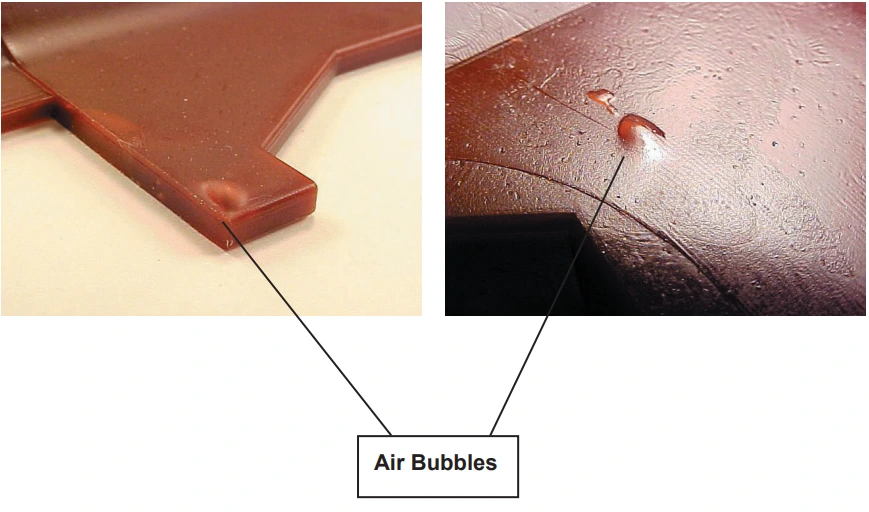
Air Bubbles
Air bubbles represent a critical defect in casting processes. These occur when air becomes trapped within the wax pattern, resulting in the formation of unwanted nodules that can appear either on the interior or exterior of the casting. This issue requires careful attention and can be effectively addressed through the implementation of vacuum or centrifugal casting techniques. Additionally, ensuring the wax pattern is thoroughly smoothed helps prevent surface defects from developing.
Casting Pressure
When excessive pressure is applied during casting, it typically manifests as an undesirable rough surface finish on the final product. The solution lies in careful pressure management. For optimal results, the casting pressure should be maintained within a specific range: 0.10-0.14 MPa for air pressure systems or 15 pounds per square inch when using centrifugal machines. Furthermore, proper speed control is essential, particularly when working with smaller castings.
Impact of Molten Alloy
The impact of molten alloy presents the third major process-related defect. When molten alloy directly strikes vulnerable areas of the mold, it can cause the mold to fracture, resulting in raised areas on the casting that compromise its quality. To prevent this issue, careful attention must be paid to the sprue system design. The system should be engineered to ensure even distribution of molten metal flow throughout the mold. This includes strategic positioning of the sprue direction to avoid direct contact with weaker sections of the mold, thereby maintaining the structural integrity of both the mold and the final casting.
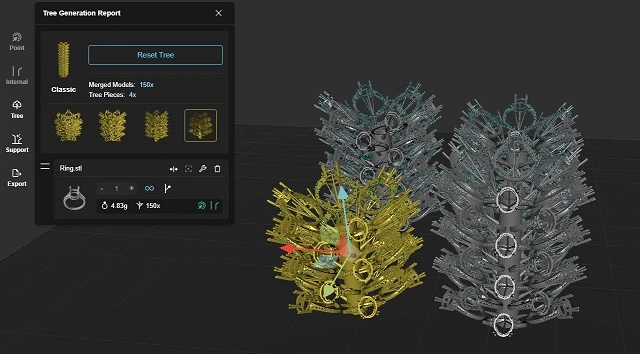
Modern Solutions for Optimized Sprue Design
Optimizing sprue design is essential to prevent common casting defects related to metal flow and pressure. This reference emphasizes that:
The easiest way to avoid casting defects is to pay attention to the sprueing or gating of your piece in wax or the model. Sprueing/Gating can be a complicated subject, and can take a long time to get a grasp on the technical end of it
JewelsPrint, an advanced automated casting tree generation software, offers a streamlined approach to sprue-related challenges. By automatically calculating ideal sprue sizes, shapes, and diameters specific to each jewelry model, JewelsPrint enhances metal flow and minimizes issues such as uneven solidification. Its intelligent design features—such as curved sprues and smooth connection points—promote uniformity across the casting tree, reducing resin and metal waste while increasing consistency. This automated solution helps eliminate the variability of manual sprue assembly, leading to fewer process-related defects and better casting results overall.